Практичне заняття 1. Робота системи ЧПК "Електроніка НЦ-31"
Мета заняття: ознайомитися з послідовністю роботи ситсеми ЧПК "Електроніка НЦ-31"
Последовательность наладки
Наладку токарного станка с ЧПУ выполняют в последовательности:
1. Станок включают при помощи вводного автомата. После включения на пульте загорается светодиод над клавишей 18 (см. рис. 1). Затем нажимают клавишу 18 (пуск управляющей программы или отдельного цикла в автоматическом режиме и выполнение технологических команд в режимах «Ручной» и «Маховичок»), при этом во всех окошках II и III индикаторов высвечиваются нули. Это свидетельствует о том, что система ЧПУ и устройства станка исправны и готовы к работе. Нажимается клавиша 12 (управление движениями суппорта в ручном режиме).
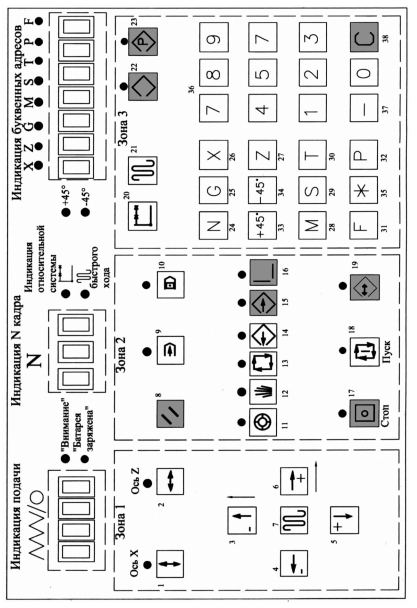
Рисунок 1. Клавиатура пульта управления системы ЧПУ «Электроника НЦ-31»
После нажатия клавиши 18 на светодиодных индикаторах III появляется код, например, ![]() .
.
Начинает мигать светодиод рядом с надписью «Внимание». Нажмем клавишу 18 еще раз, светодиодные индикаторы могут погаснуть или на них может появиться другой код, например, ![]() .
.
Нажимаем клавишу 18 до тех пор, пока на светодиодных индикаторах не будет никакой информации, фиксируя при этом все значения предыдущих показаний.
В инструкции по эксплуатации системы ЧПУ «Электроника НЦ-31» имеется таблица расшифровки кодов неисправностей оборудования или ошибок, допущенных оператором.
Причины появления тех или иных кодов могут быть субъективными, которые устраняются оператором, или объективными, связанными с неисправностью оборудования, системы ЧПУ или электроавтоматики станка. В последнем случае необходимо вызвать обслуживающий персонал.
Первый приведенный выше код означает отсутствие или порчу массива параметров станка, второй – отсутствие оперативной управляющей программы.
2. В соответствии с разработанным технологическим процессом подбирают инструмент, проверяют отсутствие повреждений, правильность заточки, надежность крепления сменных многогранных пластин твердого сплава.
3. Путевые кулачки устанавливают на линейках продольной и поперечной подачи, а режущий инструмент закрепляют в рабочие позиции револьверной инструментальной головки.
4. Устанавливают зажимной или поводковый патрон и центра для закрепления заготовки, проверяют надежность их крепления. При необходимости кулачки патрона растачивают.
5. Проверяют наличие в памяти системы ЧПУ параметров станка и при необходимости выполняют их корректировку.
6. Проверяют работоспособность рабочих органов станка в ручном режиме на холостом ходу, а также исправность сигнализации на пульте управления станка.
7. Выполняют привязку инструмента к системе отсчета. Правильность составления и ввода программы проверяют, отрабатывая ее без установки заготовки, в покадровом режиме. Затем обрабатывают пробную заготовку, измеряют полученную пробную деталь, и в случае необходимости в программу вносят поправки.
После обработки готовую деталь предъявляют контролеру. Наладчик инструктирует оператора и присутствует при обработке первых трех – пяти деталей.
Просмотр, ввод и редактирование параметров станка
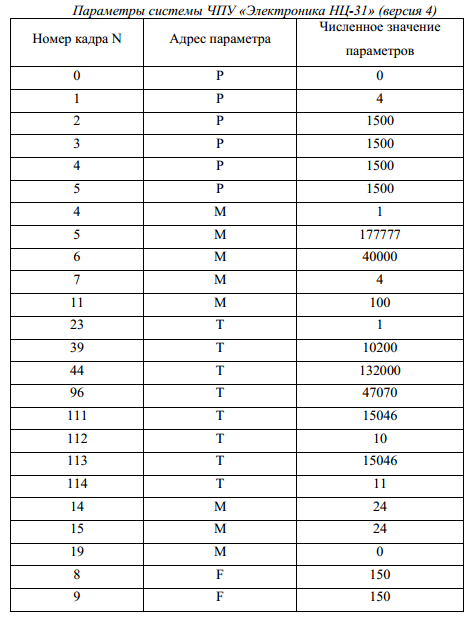
Доступ к области параметров станка осуществляется при включенном станке и нажатии клавиши 12 (см. рис. 1). Затем нажимаются клавиши 15 (ввод кадров управляющей программы и параметров станка в устройство ЧПУ), 22 (деблокировка памяти в режиме ввода или индикации управляющей программы), код доступа к области параметров (М, 1, 2, 3, 4, 5, 6), 23 (разрешение на ввод и индикацию параметров системы ЧПУ). Значения параметров системы ЧПУ «Электроника НЦ-31» приведены в табл. 1 (версия 4).
Просмотр введенных параметров осуществляется нажатием клавиши 14 (вывод на индикатор III введенных в память кадров управляющей программы или параметров станка), номера кадра параметров, например, N 0, P.
Таблица 1
При нажатии клавиши 19 (ввод в память или вывод на индикатор III кадров управляющей программы или параметров станка) на индикаторе III высвечивается числовое значение параметра.
Для ввода параметров необходимо выполнить действия доступа к области параметров, последовательно нажав клавиши 12, 15, 22, М123456 и 23, а затем нажать клавиши N 0, P 0 и 19. Где N 0 определяет нулевой кадр массива параметров, P 0 – числовое значение вводимого параметра P, а клавиша 19 – ввод данного параметра в память системы ЧПУ.
Для редактирования параметров в режиме просмотра (при нажатой клавише 14) необходимо нажать клавишу 15, набрать правильное числовое и буквенное значение параметра, клавишу 19, а затем опять клавишу 14, для того чтобы убедиться, что информация набрана правильно.
Привязка инструмента к системе отсчета
Размерная привязка режущего инструмента к системе отсчета состоит в определении фактического положения вершины инструмента, используемого при обработке, относительно нулевой точки детали и ввода этих данных в память системы ЧПУ. Привязка выполняется последовательно для каждого режущего инструмента по координатам X и Z. Предварительно следует зафиксировать исходную точку суппорта, положение которой определяется положением конечных выключателей. Для этого устанавливают режим ручного управления (клавиша 12). Затем необходимо установить рабочую подачу F, при которой осуществляется выход в исходную точку, например F30, включить главный привод (М38, М39 или М40), направление вращения (М3), частоту вращения шпинделя (S) с требуемым для обработки числом оборотов (например, S560), нажать клавишу 16 (режим размерной привязки).
Размерная привязка инструмента производится в такой последовательности:
1. В патроне закрепляют цилиндрическую заготовку, например, пруток диаметром 60 мм с вылетом от зажимных кулачков до 100 мм.
2. Включают шпиндель и в ручном режиме подводят резец к заготовке.
3. Для привязки по оси X обтачивают на заготовке поясок длиной до 20…30 мм в режиме работы от маховичка или от клавиши продольного перемещения.
4. После этого, не изменяя положения резца по оси Х, отводят резец по координате +Z из контакта с заготовкой, останавливают шпиндель (М5) и производят замер диаметра обточенного пояска (например, размер равен Ø 58,25 мм).
5. Измеренный размер с учетом дискретности вводится в память системы ЧПУ последовательным нажатием клавиш Х, 5, 8, 2, 5. При этом на третьем буквенно-цифровом индикаторе загорается светодиод по адресу Х, и высвечивается число 5825. После нажатия клавиши 19 светодиоды индикации адреса и числа гаснут, а данная информация заносится в память системы ЧПУ.
6. Для привязки по оси Z вновь включают шпиндель и в ручном режиме резцом протачивают торец (глубина резания до 1…2 мм). Затем резец отводят от торца по оси X, не меняя его положения по оси Z, шпиндель останавливают (M5). Замеряют длину обработанной заготовки (например, 95,5 мм). Сравнивают полученную длину заготовки с длиной детали (например, 95 мм) и полученную величину (95,5 – 95 = 0,5 мм) с учетом дискретности вводят в память системы ЧПУ, последовательно нажимая клавиши 16, Z, 5, 0, 19. Такая процедура привязки по оси Z выполняется, если нулевая точка детали находится на правом торце по оси детали.
Привязку остальных режущих инструментов выполняют аналогично в той же последовательности.
Работа на станке в режиме «Ручное управление»
На станке 16K20T1.02 можно работать в режимах от маховичка и ручном.
Для работы в режиме от маховичка нажимают клавишу 11, над которой загорается светодиод. Все перемещения суппорта производят при вращении маховичка на каретке станка.
Суппорт может перемещаться в следующих направлениях: поперечном – по оси X и продольном – по оси Z. Направление движения от оператора – X, на оператора +Х, к передней бабке – Z, к задней бабке +Z. Направление перемещения задается клавишами 1 (ось X) и 2 (ось Z) (см. рис. 1). В случае их нажатия загорается светодиод. На маховичке расположен переключатель режимов работы маховичка – непрерывное перемещение ![]() или одиночное (на одну дискрету)
или одиночное (на одну дискрету) ![]() . Одна дискрета соответствует одному импульсу, т.е. перемещению по оси Z на 0,01 мм, а по оси X на 0,005 мм (0,01 мм на диаметр).
. Одна дискрета соответствует одному импульсу, т.е. перемещению по оси Z на 0,01 мм, а по оси X на 0,005 мм (0,01 мм на диаметр).
Для работы в ручном режиме нажимают клавишу 12, при этом над ней загорается светодиод. Для перемещения суппорта на ускоренном ходу в требуемом направлении одновременно нажимают следующие клавиши: в направлении – X – клавиши 3 и 7; +Х – клавиши 5 и 7; – Z – клавиши 4 и 7; +Z – клавиши 6 и 7.
Для движения на рабочей подаче нажимают клавиши 3…6 (без нажатия на клавишу 7).
Для вызова резцедержателя в заданную позицию (например, в позицию 3) необходимо нажать клавиши Т, 3 и клавишу 18 (пуск).
Прямое вращение (на оператора) вызывают командой М3, обратное – M4, частоту вращения – М38, М39 или М40 и адрес S с числовым значением частоты вращения. Например, нужно ввести в управляющую программу частоту вращения шпинделя n = 800 об/мин. Для этого следует нажать клавиши М, 3. На первом индикаторе высветятся индекс М и цифра 3. Затем нажимают клавишу 18 (пуск). Это значит, что введено прямое вращение шпинделя. Набирают команды M40 и S800. После набора каждой команды нажимают клавишу18.
Шпиндель начнет вращаться с заданной частотой и в заданном направлении. Набор каждой последующей команды следует осуществлять лишь после того, как с индикатора исчезнет предыдущая команда.
Изменение частоты вращения шпинделя в пределах одного и того же диапазона, например n = 600 об/мин, производится набором команды S600 и нажатием клавиши 18. Если новое значение частоты вращения находится в другом диапазоне, то вначале следует остановить шпиндель, набрав M5, повернуть
рукоятку переключения диапазонов в соответствующее положение, а затем набрать числовое значение требуемого диапазона, например M39, значение частоты вращения, например S500, и нажать клавишу 18 (пуск).
Чтобы прекратить вращение шпинделя, например, при смене заготовки, трехпозиционный переключатель поворачивают до упора против часовой стрелки. Включают вращение шпинделя поворотом переключателя до упора по часовой стрелке.
В ручном режиме можно работать на рабочей и ускоренной подаче. Рабочая подача задается адресом F и числовым значением подачи, умноженным на 100. Например, подаче s = 0,4 мм/об будет соответствовать команда F40.
Для того чтобы установить требуемую рабочую подачу, например 0,4 мм/об, необходимо набрать в зоне 3 пульта управления (см. рис. 1) команду F40 и нажать клавишу 19. В этом случае на индикаторе III команда F40 погаснет, а на индикаторе I появится число 40. Вращение шпинделя включают, нажимая клавишу 18 (пуск), перемещение суппорта в требуемом направлении задают, нажимая клавиши 3…6. Если нужно установить новое значение подачи, например s = 0,2 мм/об, то на клавишах зоны 3 набирают команду F20 и нажимают
клавишу 18 (пуск). На правом индикаторе команда F20 исчезает, а на левом индикаторе появится число 20 вместо числа 40. Вращение шпинделя при смене подачи не прекращается.
Ускоренная подача используется для быстрого подвода инструмента к заготовке и быстрого отвода от нее. Для включения ускоренной подачи в режиме «Ручное управление» необходимо нажать клавишу 12 (зона 2 на рис. 1) и одновременно клавишу 7 и одну из клавиш 3, 4, 5 или 6, обеспечивающую соответствующее направление движения.
В режиме «Ручное управление» одновременное перемещение по двум координатам X и Z на рабочей и ускоренной подаче выполнить нельзя. В ручном режиме можно выполнять размерную коррекцию инструмента, связанную с его износом. Если, например, при растачивании отверстия Ø 30 мм путем измерения установлено, что получается диаметр 29,8 мм, то следует подать резец по оси X в положительном направлении на 0,2 мм (на диаметр) с помощью маховичка, контролируя величину перемещения по индикатору III (зона 3 на рис. 1). На индикаторе должно высветиться число 3020 (Ø 30,2 мм). Затем нажимают клавишу 16, набирают Х3000 и нажимают клавишу 19, после этого
переходят в прежний режим работы и обрабатывают деталь Ø 30 мм, контролируя размер по индикации. В ручном режиме можно обрабатывать только простые детали типа ступенчатых валов и втулок. Более сложные детали, включающие в себя конические и фасонные поверхности, фаски, обрабатывают в автоматическом режиме
с использованием управляющей программы.
Ввод и отработка управляющих программ
Ввод управляющей программы в память системы ЧПУ выполняют в следующей последовательности (см. рис. 1):
- нажимают клавиши 15 и 22 (над ними загораются светодиоды);
- набирают N0 (на среднем индикаторе высвечивается цифра 0);
- набирают информацию нулевого кадра (например, М40) и нажимают клавишу 19 (на правом индикаторе числовое значение нулевого кадра исчезает, а на среднем индикаторе появляется цифра 1, которая соответствует номеру следующего кадра);
- набирают информацию первого кадра (например, М3) и нажимают клавишу 19 (на среднем индикаторе высвечивается цифра 2).
После ввода каждого кадра в программу (нажатием клавиши 19) номер кадра на среднем индикаторе автоматически увеличивается на 1, т.е. номер последующего кадра не набирается. Таким образом, последовательно вводят всю заранее составленную управляющую программу. На правом индикаторе высвечивается номер введенного кадра программы. При вводе какого-либо нового кадра, взамен введенного ранее, или целиком новой программы старая информация автоматически стирается.
Символ относительной системы отсчета (клавиша 20) действует до его отмены путем нажатия той же клавиши. При нажатии клавиши 21 (быстрый ход), клавиш 20 (относительная система отсчета), 33 (+45°), 34 (–45°) зажигаются светодиоды слева от соответствующих изображений этих клавиш в верхней части пульта управления. Светодиод, подтверждающий ввод символа «звездочка» (клавиша 35), расположен над клавишей 19. Символы +45°, –45°, «звездочка» действуют только в данном кадре.
Просмотр управляющей программы выполняется по кадрам путем вывода ее на индикацию. Для этого нужно нажать клавишу 14, набрать N0, а затем нажать клавишу 19. На среднем индикаторе высвечивается номер кадра, а на правом индикаторе – информация с содержанием этого кадра. Последовательным нажатием на клавишу 19 можно просмотреть все кадры управляющей программы.
Редактирование кадров управляющей программы начинают с ее просмотра и отыскания кадра, который нужно заменить. Для этого нажимают клавишу 14 и набирают номер заменяемого кадра (например, N12), нажимают клавиши 15 и 22 (выход в режим ввода кадров программы), а затем набирают содержание заменяющего кадра (например, Х2550) и нажимают клавишу 19 для
записи кадра в память. После этого нажимают клавишу 14, выходя в режим просмотра, и далее, нажимая клавишу 19, продолжают просмотр кадров управляющей программы.
Для контроля программы ее отрабатывают без перемещения инструмента путем нажатия клавиш 10, 13, 9, 18.
Перед началом отработки программы в автоматическом цикле рекомендуется проверить ее по кадрам. Для этого следует нажать клавишу 10 (над ней должен загореться светодиод). Каждый кадр будет отрабатываться после нажатия клавиши 18.
Для отработки программы в автоматическом цикле следует после ввода программы нажать клавишу 13. После этого нажать N0, а затем клавишу 18. Прервать отработку управляющей программы в автоматическом режиме можно, нажав клавишу 17 (стоп), а продолжить отработку – нажав клавишу 18 (пуск).
Обработка несколькими инструментами
Если обработка деталей ведется несколькими инструментами, то каждому инструменту, закрепленному в револьверной инструментальной головке, присваивается номер, соответствующий номеру позиции диска головки, в которой он закреплен. Инструментальные блоки для стержневых инструментов перекрывают две позиции, и соответствующий инструмент нумеруется нечетным номером.
Смена инструмента выполняется с помощью символа Т с номером соответствующей позиции инструментальной головки.
Учитывая, что инструменты, участвующие в обработке и закрепленные в различных позициях револьверной инструментальной головки, имеют различные вылеты по координатным осям X и Z, необходимо произвести привязку к системе отсчета (нулевой точке детали) всех режущих инструментов, используемых для обработки детали.
Организация архива управляющих программ и диагностика
Система ЧПУ «Электроника НЦ-31» позволяет хранить временно неиспользуемые программы в архивах системы и на кассете внешней памяти (КВП). Архив системы разделен на зоны. Размер всех зон одинаков. Он установлен по объему управляющей программы в 250 кадров. Зоны памяти в архиве системы ЧПУ имеют номера с нулевого по четвертый. Зоны памяти КВП – с пятого по двенадцатый. Если есть необходимость использования программы большего или меньшего объема, можно с помощью изменения параметров станка перераспределить объем и количество зон в архиве (при сохранении общего объема памяти). Уменьшение зоны позволит увеличить количество хранящихся программ в архиве, а увеличение – сократить их количество, но при этом позволит обрабатывать более сложные детали с большим объемом управляющих программ.
Ввод, редактирование и отработка управляющих программ осуществляются из любой зоны архива памяти системы ЧПУ. Для работы с программой достаточно вызвать необходимую зону в рабочее состояние. Использование зон аналогично использованию архива системы, т.е. программу можно переписать из нужной зоны памяти КВП в любую свободную из зон архива памяти системы ЧПУ.
Перезапись программы из одной зоны в другую осуществляется нажатием клавиш в такой последовательности: клавиши 15, 22, 23, затем N1 (номер зоны, из которой переписывают программу, в данном случае зоны 1), N5 (номер зоны, в которую переписывают программу, например, зона 5).
Затем нажимают клавишу 35 («звездочка»). Если набор выполнен правильно, над клавишей 19 начинает мигать индикатор. Устройство готово к перезаписи. Нажатием клавиши 19 осуществляется перезапись. После ее окончания индикация сбрасывается, гаснут индикаторы над клавишами 22 и 23. Перезаписанная программа в зоне чтения сохраняется.
Вызов зоны в работу (например, зоны 2) осуществляется нажатием клавиш в такой последовательности: 15, 22, 23, N, 0, P, 2, 19. При необходимости проверки номера зоны, находящейся в работе, нажимают клавиши 14, 23, N, 0, 19. На индикаторе высвечивается номер находящейся в работе зоны.
С помощью команды безусловного перехода Р возможна организация хранения нескольких различных управляющих программ в одной зоне памяти и работа с ними. Среднестатистическая программа состоит из 50…80 кадров, в зоне памяти может разместиться 250 кадров, т.е. объема памяти одной зоны
хватит на 4 – 5 программ. Команда М30 (конец программы) обусловливает переход к нулевому кадру зоны, поэтому она применяется только для первой программы. Для всех остальных используют команду безусловного перехода Р.
Пусть в зоне размещены три управляющие программы. Первая включает в себя кадры N0…N70, вторая – N80…N150 и третья – N160…N240. Размещение команд в зоне следующее:
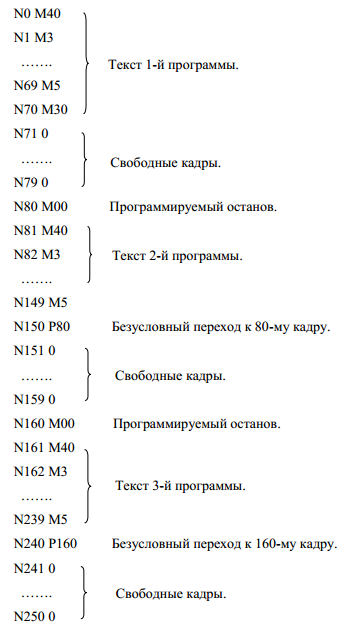
Работа по первой программе идет обычным порядком. Для работы по второй программе необходимо, установив предварительно требуемый инструмент, осуществить пуск не с 0 кадра, а с 81 кадра. После отработки текста программы команда Р80 обеспечит возврат к началу программы, а команда М00 – останов. Работу по третьей программе производят аналогично.
С помощью пульта управления системы ЧПУ «Электроника НЦ-31» выполняют автоматическую диагностику. Если на индикаторе III (рис. 1) появятся цифры кода аварийной ситуации, следует выяснить причины неисправности по специальной инструкции, прилагаемой к паспорту станка.
Например, цифры 04 означают, что введенная подача превышает допустимую подачу. В этом случае следует нажать клавишу 17 (стоп), набрать новое значение подачи и ввести его в память системы. Соответственно цифры 07 свидетельствуют о неправильном вводе постоянного параметра, 11 – ошибке величины ускоренного хода, 24 – частичном стирании управляющей программы из памяти и т.д.
В тех случаях, когда коды аварийных ситуаций стираются из памяти, их следует ввести вновь, нажав соответствующие клавиши и набрав так называемый «ключ», т.е. ряд цифр 1, 2, 3, 4, 5, 6. Например, для ввода параметров аварийной ситуации под кодом 04 нажимают клавиши с цифрами 1, 2, 3, 4, 5, 6, клавиши 15, 22, клавиши с цифрами 0, 4, клавишу 19. Применение «ключа» предохраняет от порчи или стирания ранее введенных параметров из-за ошибочного нажатия клавиш.